PE管重量理论计算公式为:每米重量(公斤)=(外径-壁厚)X壁厚X3.14X1.02/1000。比如外径为110mm壁厚为4.2mm其计算方式就是(110-4.2)X4.2X3.14X1.02/1000=1.42公斤。理论计算公式可能会和实际出现一定偏差。
PE材料由于其强度高、耐高温、抗腐蚀、无毒、耐磨等特点,被广泛应用于给排水制造领域。因为它不会生锈,所以,是替代普通铁给水管的理想管材。PE管有中密度聚乙烯管和高密度聚乙烯管。根据壁厚分为SDR11和SDR17.6系列。
前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。

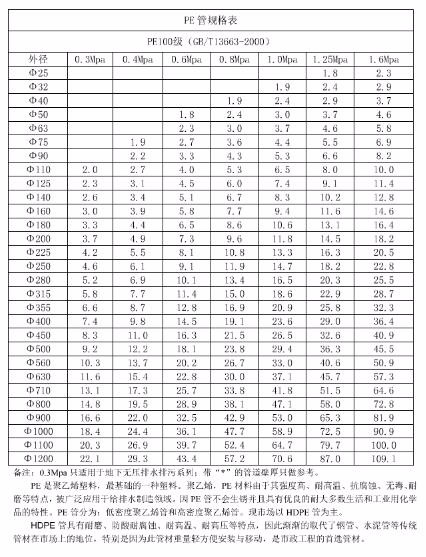
PE管的规格是有国家标准的,常用的规格如下,可以根据规范计算出截面积,再计算出每米的长度,编制也自己的计算表。现在计算机上做一个这样的表是比较方便的。